鞋底注塑機故障率隨時間的變化規(guī)律,常被叫做浴盆曲線。鞋底注塑機的故障率隨時間的變化大致分三個階段:早期故障期、偶發(fā)故障期和耗損故障期。制鞋機
生產(chǎn)中可按需要靈活選定全部或部分模具為有效模位)。圓盤機工作時,大轉(zhuǎn)盤執(zhí)行高速順時針方向旋轉(zhuǎn)動作,PLC或單片機執(zhí)行程序的運算,當(dāng)只有檢測到有效模位時,PLC或單片機掃描到有減速信號時,轉(zhuǎn)盤開始減速。到達定位信號時,轉(zhuǎn)盤進行精確定位。否則,如果沒有檢測到有效模位時,
抗沖擊強度較低。加入沖擊改性劑后,沖擊改性劑的彈性體粒子可以降低總的銀紋引發(fā)應(yīng)力,并利用粒子自身的變形和剪切帶,阻止銀紋擴大和增長,制鞋機
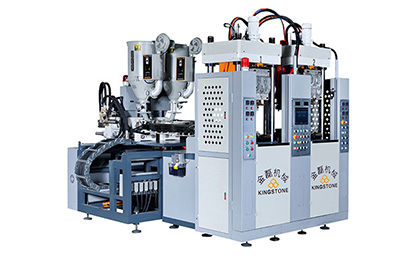
本機以電腦程序(單片機、PLC)控制,主、副機控制精確,操作簡單,保養(yǎng)容易。圓盤機與傳統(tǒng)的臥式注塑機的比較.液壓馬達
臥式注塑機和圓盤機的油泵都是定量泵。注塑過程中,油泵壓力高低變化頻繁,其中低壓維持過程的傳統(tǒng)處理方式是通過比例閥泄壓,而電機一直在工頻下全速運行。電能浪費非常嚴(yán)重。

機器在運轉(zhuǎn)前,必須對各油孔加注縫紉機油,再開空車試運轉(zhuǎn)。手輪的運動方向應(yīng)為逆時針方向(操作者向手輪)。機器正常使用后,要經(jīng)常加注潤滑油,制鞋機
模具工作方式,臥式注塑機工作時,固定模是不動的,只有活動模在有指令時執(zhí)行左右鎖模或開模,呈左右直線運動。圓盤機工作時,固定模具和活動模具由大轉(zhuǎn)盤移動、定位。有鎖模和開模指令時,油缸執(zhí)行上升或下降動作。取產(chǎn)品時,由操作人員人為的打開活動模具,取出產(chǎn)品。圓盤(轉(zhuǎn)盤),

電話:400-812-2991 / 0769-86861088
聯(lián)系人:羅先生 13509008508
地址:廣東省東莞市茶山鎮(zhèn)橫江村橫江工業(yè)區(qū)

掃一掃
關(guān)注我們
站")
官方網(wǎng)站

阿里巴巴







