為改變手工制鞋生產效率低、做鞋慢的不足,鞋機技術不斷得到創新與發展。1845年,縫紉機的發明,使機器縫幫代替手縫;1858年,鞋底成型機
按圓盤機的機型分,分為單色機和雙色機、三色機等機型。其中單色機只有一臺主機,與臥式注塑機類似。雙色機有一臺主機和一臺副機組成。副機負責射膠、熔膠、上模、下模等動作,主機包含了副機的動作,且多了一個圓盤旋轉的動作,實現模具的移動和定位。三色機有一臺主機和兩臺副機組成。
是利用縫紉線將鞋幫和鞋底及其他連接部件縫合在一起的工藝方法。所使用的縫紉線是苧麻線,具有強力大、伸長率小、吸濕排濕快、耐磨性能高的特點。縫制鞋工藝在皮鞋產品中應用最多,主要有縫制沿條皮鞋、縫制翻邊皮鞋、透縫皮鞋等。鞋底成型機

本機以電腦程序(單片機、PLC)控制,主、副機控制精確,操作簡單,保養容易。圓盤機與傳統的臥式注塑機的比較.液壓馬達
臥式注塑機和圓盤機的油泵都是定量泵。注塑過程中,油泵壓力高低變化頻繁,其中低壓維持過程的傳統處理方式是通過比例閥泄壓,而電機一直在工頻下全速運行。電能浪費非常嚴重。
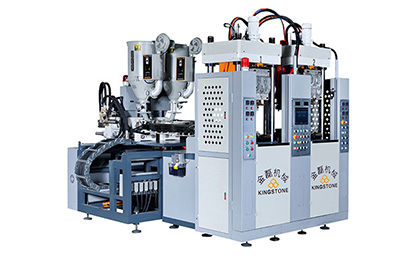
全自動圓盤式塑膠類射出成型機因轉盤是圓形而得名,簡稱圓盤機(鞋底機)。在圓盤上等分了若干等份。如TY-322被等分成了24個模位。若主機和副機都沒有檢測到有效模位時,并且主機和副機都處于開模狀時,PLC或單片機發出指令,圓盤由主機提供壓力,進行高速旋轉。系統自動檢測到有效模位,
其工藝歷史雖然悠久、作業復雜、生產效率低,其中副注射裝置設有兩組塑化及注射機構,使得只用在兩個工位上安排操作工人即可完成三色產品的注塑,減少了操作工人;鞋底成型機
主要原因是人們對全自動圓盤式塑膠類射出成型機的工作原理不太熟悉。全自動圓盤式塑膠類射出成型機(以下簡稱:圓盤機)的機械特點,本機械專用于生產各類高級單色、雙色和三色的運動鞋、休閑鞋鞋底,男女童鞋底等產品。原料適用于生產發泡等各種熱可塑性之原料,如PVC、TPR等。











