自動運行時,各模位選用完成,進料量壓力、時間都設定完成且料管溫度加熱已到達后,將主機油泵啟動,將手動、自動開鎖切換至自動位置,鞋底成型機
圓盤進行減速后精確定位。冷卻方式,傳統的臥式注塑機有“冷卻時間”這個概念,模具上安裝了冷卻水循環,目的是保護模具和產品的冷卻。圓盤機則不同,它沒有冷卻水循環系統,因為產品成型后,圓盤機本身的轉盤有一段時間處于旋轉狀態或待機狀態,另外機器上有安裝幾臺冷卻風機的方式,模具和產品進行冷卻。

全自動圓盤式塑膠類射出成型機的工作原理眾所周知,國內有大量臥式注塑機變頻節能改造的成功案例。制鞋企業的全自動圓盤式塑膠類射出成型機,是制鞋企業中主要的一種常見用電設備,人稱電老虎。我國是制鞋大國,有大量的制鞋設備,而目前涉及節能改造的單位比較少,
。機器正常使用后,要經常加注潤滑油,每班不得少于兩次。(4)新的鞋機安裝后,應有一段低速磨合階段,按大輪250針/分運轉一個月后,再加快到額定轉速,這樣有利于鞋機設備的使用壽命。節電達20%-50%左右。普通電機+變頻器+定量泵,可節省15%-40%左右電能。永磁同步伺服電機+伺服驅動器+定量泵,可節省20%-70%左右。鞋底成型機
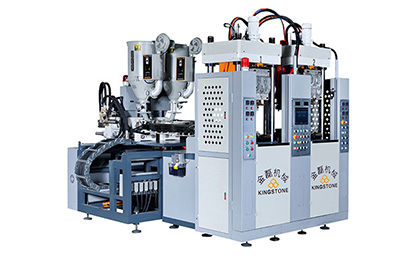
本機以電腦程序(單片機、PLC)控制,主、副機控制精確,操作簡單,保養容易。圓盤機與傳統的臥式注塑機的比較.液壓馬達
臥式注塑機和圓盤機的油泵都是定量泵。注塑過程中,油泵壓力高低變化頻繁,其中低壓維持過程的傳統處理方式是通過比例閥泄壓,而電機一直在工頻下全速運行。電能浪費非常嚴重。

下一篇: 佛山制鞋機公司
上一篇: 廣東鞋底機械廠家哪家好










