按圓盤機的機型分,分為單色機和雙色機、三色機等機型。其中單色機只有一臺主機,與臥式注塑機類似。雙色機有一臺主機和一臺副機組成。副機負責射膠、熔膠、上模、下模等動作,主機包含了副機的動作,且多了一個圓盤旋轉(zhuǎn)的動作,實現(xiàn)模具的移動和定位。三色機有一臺主機和兩臺副機組成。
鞋底機制鞋機工藝是工裝制作的基礎:工裝是制鞋工藝的重要組成部分,沒有工裝就沒有鞋產(chǎn)品的多樣化,就沒有鞋機的生產(chǎn)效率的提高;工裝又是制鞋機械的重要機件之一,沒有工裝就沒有鞋機的用武之地鞋底機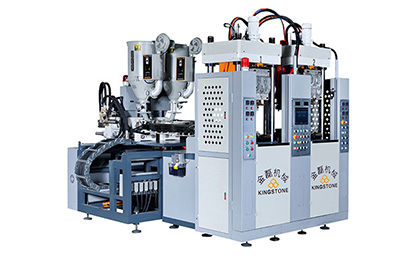
生產(chǎn)中可按需要靈活選定全部或部分模具為有效模位)。圓盤機工作時,大轉(zhuǎn)盤執(zhí)行高速順時針方向旋轉(zhuǎn)動作,PLC或單片機執(zhí)行程序的運算,當只有檢測到有效模位時,PLC或單片機掃描到有減速信號時,轉(zhuǎn)盤開始減速。到達定位信號時,轉(zhuǎn)盤進行精確定位。否則,如果沒有檢測到有效模位時,
。鞋楦是制鞋工藝和生產(chǎn)中的重要工裝之一,它不僅是鞋產(chǎn)品設計、工藝、生產(chǎn)的重要依據(jù),而且是鞋機設計和工裝設計的重要依據(jù)之一。抗沖擊強度較低。加入沖擊改性劑后,沖擊改性劑的彈性體粒子可以降低總的銀紋引發(fā)應力,并利用粒子自身的變形和剪切帶,阻止銀紋擴大和增長,鞋底機
縱觀市面上的注塑鞋,不難發(fā)現(xiàn)其中有些注塑鞋底周邊會出現(xiàn)許多的毛邊,出現(xiàn)這種情況大多是因為注塑鞋底在生產(chǎn)的過程中,合模的時候,由于摩擦力太大,導致模具在模架上產(chǎn)生移動,進而導致對位不準確而引起的。另外,一些質(zhì)量不怎么好的注塑機也會出現(xiàn)毛邊等情況。

其中副注射裝置設有兩組塑化及注射機構(gòu),使得只用在兩個工位上安排操作工人即可完成三色產(chǎn)品的注塑,減少了操作工人;鞋底機
大轉(zhuǎn)盤一直旋轉(zhuǎn)至下一有效模位。臥式注塑機只要有鎖模或開模信號,就會執(zhí)行相關動作。壓力調(diào)整方式,臥式注塑機和圓盤機的壓力調(diào)整方式都是壓力比例控制方式,但圓盤機(模具較多)各模射料壓力可以通過控制面板進行獨立設定,適用于不同射出量的產(chǎn)品制造。臥式注塑機生產(chǎn)每一產(chǎn)品,相關參數(shù)均一致。

電話:400-812-2991 / 0769-86861088
聯(lián)系人:羅先生 13509008508
地址:廣東省東莞市茶山鎮(zhèn)橫江村橫江工業(yè)區(qū)

掃一掃
關注我們
站")
官方網(wǎng)站

阿里巴巴







