它在皮鞋、布鞋、運動鞋、塑料鞋生產中都有應用。第二種、硫化鞋工藝:是將外底、沿條和外包頭等生膠片與鞋幫粘合后,在硫化罐中加熱加壓而硫化成型的工藝方法。該工藝的外底分無模(壓延)成型和有模成型。PVC鞋底成型機

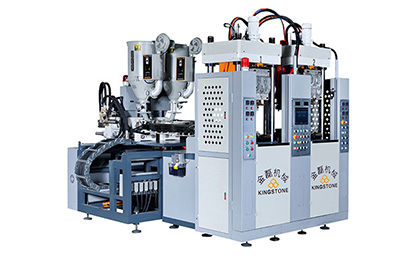
全自動圓盤式塑膠類射出成型機因轉盤是圓形而得名,簡稱圓盤機(鞋底機)。在圓盤上等分了若干等份。如TY-322被等分成了24個模位。若主機和副機都沒有檢測到有效模位時,并且主機和副機都處于開模狀時,PLC或單片機發出指令,圓盤由主機提供壓力,進行高速旋轉。系統自動檢測到有效模位,
按圓盤機的機型分,分為單色機和雙色機、三色機等機型。其中單色機只有一臺主機,與臥式注塑機類似。雙色機有一臺主機和一臺副機組成。副機負責射膠、熔膠、上模、下模等動作,主機包含了副機的動作,且多了一個圓盤旋轉的動作,實現模具的移動和定位。三色機有一臺主機和兩臺副機組成。
因工藝相對粗糙、不易控制品質,通常只能生產低檔產品。本機以電腦程序(單片機、PLC)控制,主、副機控制精確,操作簡單,保養容易。圓盤機與傳統的臥式注塑機的比較.液壓馬達
臥式注塑機和圓盤機的油泵都是定量泵。注塑過程中,油泵壓力高低變化頻繁,其中低壓維持過程的傳統處理方式是通過比例閥泄壓,而電機一直在工頻下全速運行。電能浪費非常嚴重。
大轉盤一直旋轉至下一有效模位。臥式注塑機只要有鎖模或開模信號,就會執行相關動作。壓力調整方式,臥式注塑機和圓盤機的壓力調整方式都是壓力比例控制方式,但圓盤機(模具較多)各模射料壓力可以通過控制面板進行獨立設定,適用于不同射出量的產品制造。臥式注塑機生產每一產品,相關參數均一致。
。而在一壓行程末,同樣壓下行程開關,機器的兩心油缸、五心油缸和二次壓一起動作,完成壓著。在電器控制面板上的兩計時器設定計時到達后,所有機構將恢復原位。操作者可以方便的取出鞋子。再次踏下腳踏開關,機器將繼續循環工作。機針和縫線的選擇,根據縫紉的性質和工作要求而定。縫制較厚料時不宜選用過細的機針,以防咬線的斷針。PVC鞋底成型機
圓盤機工作原理,圓盤機的注塑過程中的鎖模、射料、熔膠、開模、圓盤快慢速等各個動作,對速度、壓力的要求都不一樣,它們由控制面板上的比例值設定,如:P1設定關模壓、P2設定射料一次壓、P3設定射料二次壓、P4設定進料壓。當圓盤機的流量壓力需求發生變化時,

下一篇: 佛山TPU鞋底機多少錢
上一篇: 廣州鞋底機銷售










