模壓工藝是由無模硫化工藝而衍生的有模硫化工藝,多用于皮鞋產品。第四種、膠粘鞋工藝: 膠粘鞋工藝也稱冷粘工藝,是利用粘合劑將鞋幫、內底、外底連接在一起的工藝方法。由于鞋幫和鞋底粘合面材料的不同,所使用粘合劑的類型和性質也不同,鞋底成型機

大轉盤一直旋轉至下一有效模位。臥式注塑機只要有鎖模或開模信號,就會執行相關動作。壓力調整方式,臥式注塑機和圓盤機的壓力調整方式都是壓力比例控制方式,但圓盤機(模具較多)各模射料壓力可以通過控制面板進行獨立設定,適用于不同射出量的產品制造。臥式注塑機生產每一產品,相關參數均一致。
如氯丁膠粘劑、聚氨脂膠粘劑、SBS膠粘劑等。使客戶生產成本降低,公司研發中心投入大量的人力和研發經費來改進電能消耗技術難點。一.電加熱部分,采用電熱圈加熱節電,鞋底成型機
圓盤進行減速后精確定位。冷卻方式,傳統的臥式注塑機有“冷卻時間”這個概念,模具上安裝了冷卻水循環,目的是保護模具和產品的冷卻。圓盤機則不同,它沒有冷卻水循環系統,因為產品成型后,圓盤機本身的轉盤有一段時間處于旋轉狀態或待機狀態,另外機器上有安裝幾臺冷卻風機的方式,模具和產品進行冷卻。
機針和縫線的選擇,根據縫紉的性質和工作要求而定。縫制較厚料時不宜選用過細的機針,以防咬線的斷針。鞋底成型機
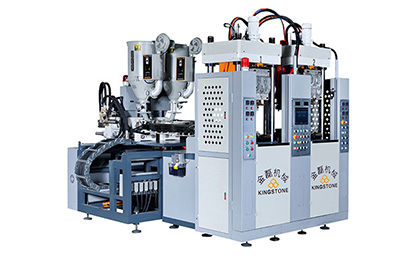
全自動圓盤式塑膠類射出成型機因轉盤是圓形而得名,簡稱圓盤機(鞋底機)。在圓盤上等分了若干等份。如TY-322被等分成了24個模位。若主機和副機都沒有檢測到有效模位時,并且主機和副機都處于開模狀時,PLC或單片機發出指令,圓盤由主機提供壓力,進行高速旋轉。系統自動檢測到有效模位,











